陶瓷金属化
- 品牌
- 3X陶瓷
- 材质类型
- 95% 氧化铝 或者 99% 氧化铝
- 起订量
- 5 件
- 规格
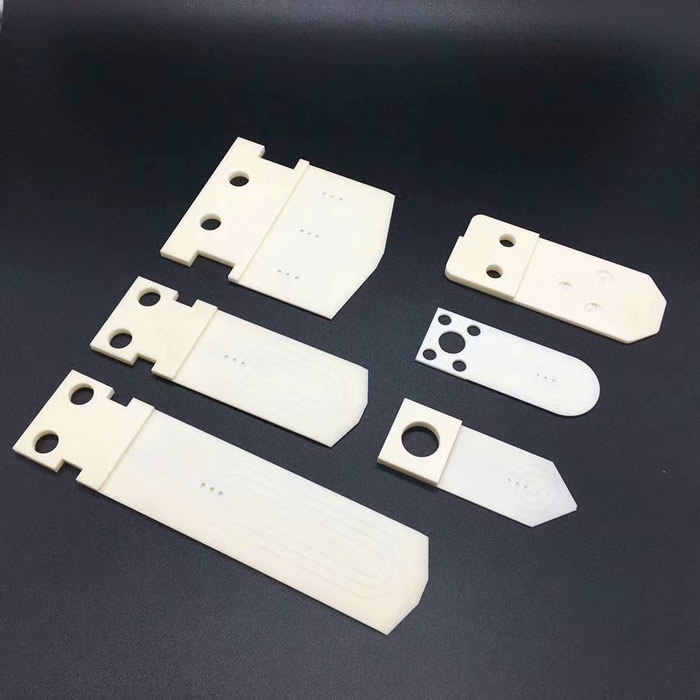
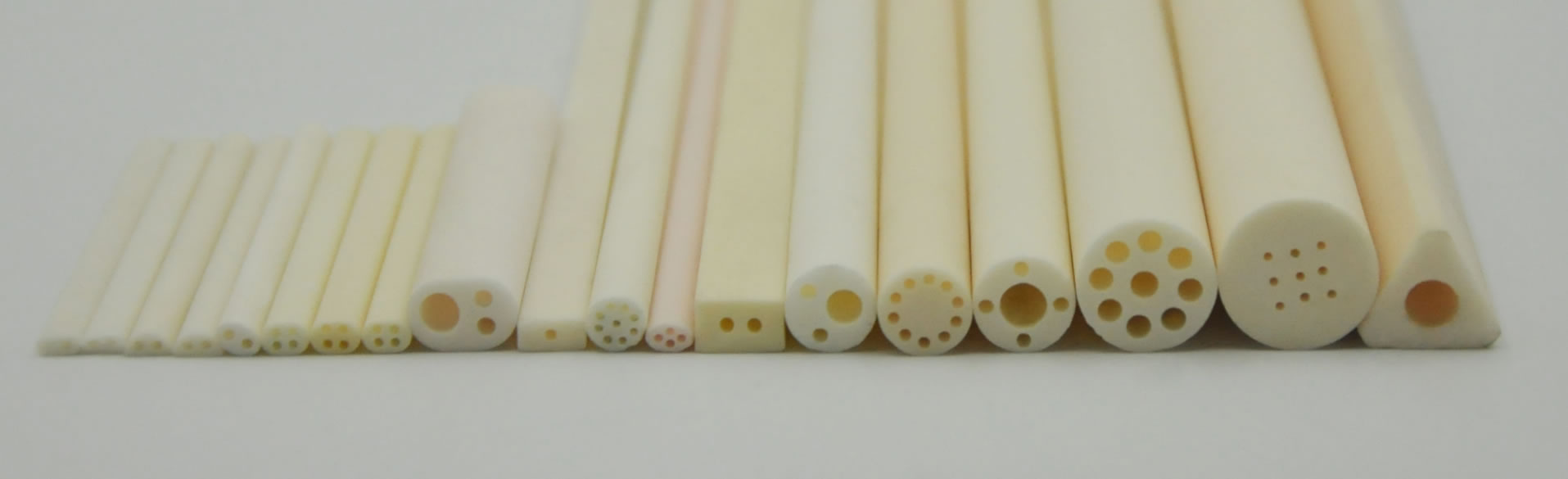
- 根据客户图纸定制
- 密度
- 3.6~3.9g/cm3
- 表面处理
- 钼锰金属化 , 或者镀铜镀金 , 或者其他
- 应用
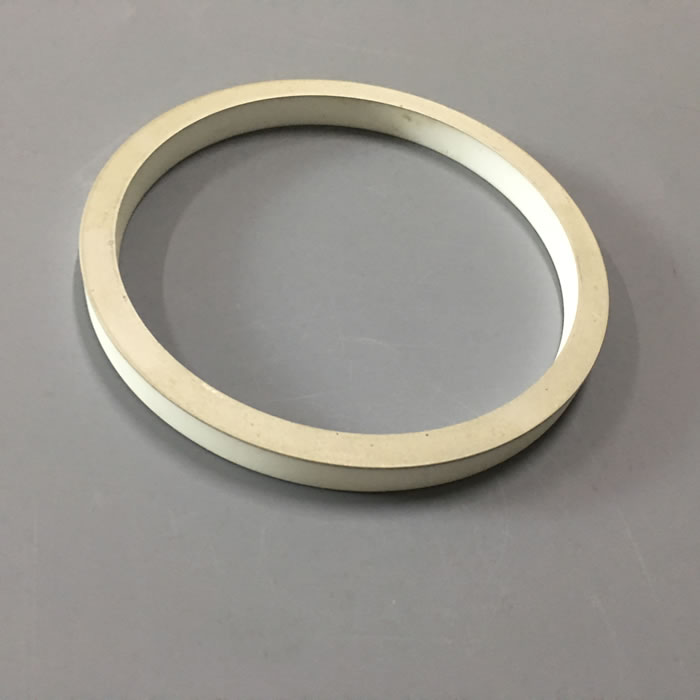
- 金属化用于焊接
- 主要性能
- 强度好










陶瓷金属化描述 :
金属陶瓷结构的实现首先取决于金属材料与陶瓷之间的气密性连接,即密封。金属陶瓷密封是在金属钎焊技术的基础上发展起来的,但与金属和金属钎焊不同,钎料不能渗入陶瓷表面,因此不能直接将陶瓷与金属连接起来。
为了解决焊料与陶瓷之间的渗透问题,经过多年的实践研究,总结出两种方法:陶瓷金属化法和活性金属法。前者是在陶瓷表面涂覆与陶瓷牢固结合的金属层,而后者是在陶瓷表面涂覆具有化学活性的金属层。活性金属层可以使焊料和陶瓷渗透。
陶瓷金属封接方法:
金属陶瓷结构的实现首先取决于金属材料与陶瓷之间的气密性连接,即密封。金属陶瓷密封是在金属钎焊技术的基础上发展起来的,但与金属和金属钎焊不同,钎料不能渗入陶瓷表面,因此不能直接将陶瓷与金属连接起来。
为了解决焊料与陶瓷之间的渗透问题,经过多年的实践研究,总结出两种方法:陶瓷金属化法和活性金属法。前者是在陶瓷表面涂覆与陶瓷牢固结合的金属层,而后者是在陶瓷表面涂覆具有化学活性的金属层。活性金属层可以使焊料和陶瓷渗透,目前,密封陶瓷和金属的成熟方法有两种:耐火金属法和活性金属法。
难熔金属法:将铂、钨或铼金属粉末和粘结剂制成的桨叶涂在滑石瓷表面或加入少量铁或锰以提高其粘结性能。它在氢气和氮气气氛中烧结,然后与金属焊接。通常采用铝锰法。
活性金属法:将铁粉或氢化物粉末与粘合剂制成的膏体应用于陶瓷和金属的焊接部位。焊料(纯银、银铜焊料或铅、锡、铟等低温焊料)不经烧结直接添加到金属零件中,然后在真空中一次性烧制。
上述两种方法各有优缺点。前者工艺流程多,但易于控制,易于批量生产。后一个过程很简单,但不容易控制。
良好的陶瓷和金属密封件,密封件应符合以下要求:
1.具有良好的真空密封性,在高温下不应丢失。
2.一定的机械强度;
3.当温度长期高于工作温度时,电气和机械性能应保持不变。
4.能承受剧烈的温度变化;
5.工艺简单,适合批量生产。
6.密封尺寸的公差应非常小。
陶瓷金属化能够通过共晶或纯金属合金钎焊工艺将陶瓷连接到其他陶瓷或金属上。自陶瓷-金属钎焊出现以来,钎焊行业主要依靠手工应用耐火金属化膏来创建钎焊密封。对于复杂的接头,熟练的技术人员(真正的艺术家)会使用各种方法(通常是画笔、钢笔或喷雾)煞费苦心地涂抹膏体。操作员通常会在单个零件上花费数分钟,以确保所涂油漆满足密封接头所需的所有尺寸、位置和厚度要求。
对于数量高达50-100的复杂零件,由熟练操作员进行手工喷漆是一种有效的工艺。对于大批量、简单的零件,自动化可以提供多种好处,手工喷漆仍然是我们行业的标准。虽然旋转夹具等半自动化工具通常用于更快地加工零件,但每个操作员都有自己的应用技术,这导致膜厚度、质量、均匀性和应用时间的高零件间差异。理想情况下,只涂一层;但是,油漆必须没有空隙和针孔,以便钎焊所需的后续镀镍均匀且不透光。由于手工涂抹的性质不一致,这可能需要两层。
为了确保涂抹了适量的油漆,通常在喷漆后对零件进行称重,从而延长返工的处理时间,以去除或添加油漆。即使使用半自动夹具,零件仍然可以单独处理。重复绘制同一零件的单调性要求操作员经常休息,以防止重复的压力和单调。