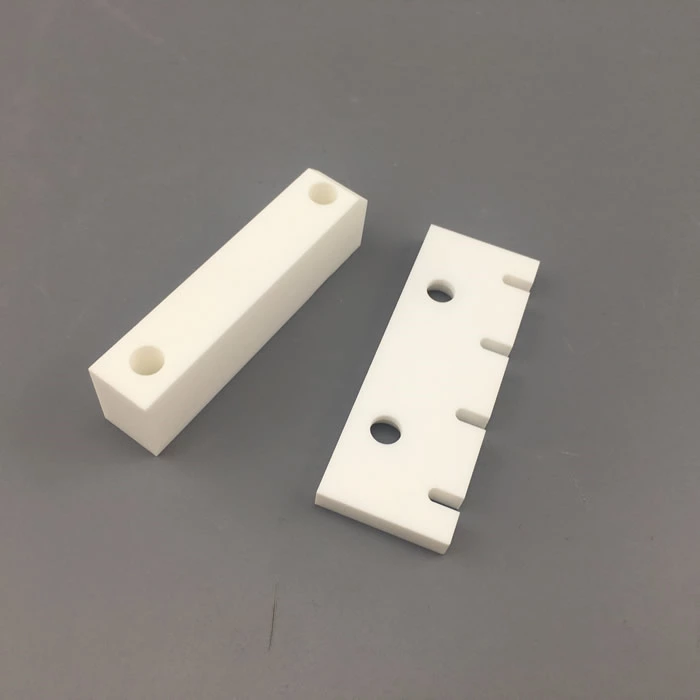





可加工玻璃陶瓷零件加工说明:
可加工陶瓷是一种新型陶瓷材料,利用金属加工工具和设备通常可以加工出精度较高的产品,下面简要介绍其加工技术和方法。
车床加工:
车床加工操作的关键在于使用低切削速度,最好低于100转/分钟,较低的速度可以使工件冷却,从而防止陶瓷表面出现细小裂纹,进给速度为0.05-0.13毫米/转。采用水冷或皂化液冷。熟练的车床加工人员使用45度角刀具进行车削加工,切入3毫米厚的工件没有问题。
在车床上加工可机加工陶瓷螺纹时,也应使用低速。每种刀具的切削量应控制在0.03-0.05毫米范围内。
当刀具进给量和进给速度合适时,可以使用高速钢和硬质合金钢刀头,但硬质合金钢刀头效果更佳。刀具几何参数:
刀具切削刃角度φ=80°,刀具副切削刃角度φ1=5°-6°
倾斜角 l=-2°,浮雕角 a=10°-12°
前角 g=15°-25°
铣削加工:
铣削加工过程与车削加工类似。采用硬质合金刀具,转速为50-60rpm,进给速度为0.03-0.4mm/r,切削深度不超过3mm。
铣削平面、端面或球面时,切屑槽的数量并不重要,对于较小的铣削零件,双切屑槽铣刀比四切屑槽铣刀更好。
钻孔加工:
钻孔速度与进给速度的关系如下:
钻孔(毫米) | 钻孔速度(rpm) | 进给速度(毫米/转) |
6-7 12-13 20 25 50 | 300 250 200 100 50 | 0.13 0.18 0.25 0.30 0.38 |
如果要钻更大的孔,最好先钻一些直径约1.5毫米的小孔,然后在孔底对应位置钻一个与孔径相同的圆锥,这样可以避免钻穿周边凹陷,钻孔效果会更好。或者也可以在两侧钻孔。或者制作一个钻孔模具。如果要钻一个大孔,最好按顺序钻6、8、10个小孔。
加工薄壁时,先加工内圈,再加工外圈。
使用高速钢钻头、硬质合金钻头或硬质合金麻花钻头。平头钻(组钻)优于尖头钻。追求高效率时,可使用钨钢钻头。
- 螺纹攻丝:
可加工陶瓷的攻丝与金属材料的攻丝略有不同。陶瓷孔与待攻丝孔之间的间隙应大于金属孔的间隙。攻丝时,攻丝锥在孔内的侧边应倾斜,且攻丝方向应始终保持一致,切勿反向旋转。攻丝后,先用水冲洗工件,再用丝锥回流。锥体最好带有四个排屑槽,而不是两个排屑槽。水流方向应与攻丝方向相反,否则水会流到工件上。
- 锯切:
可加工陶瓷可使用多种类型的锯片进行加工。钢锯是常用的工具,也可使用硬质合金锯条,而金刚石锯的使用比其他玻璃或陶瓷加工方法要容易十倍以上。使用碳化硅锯片时,速度会降低。
- 研磨:
如果不是批量加工,在夹紧时,要注意用牛皮纸或砂纸做缓冲,避免夹得太紧。
可加工陶瓷磨削是最快、最经济的方法,特别是使用金刚石砂轮来保持产品的精确形状,其使用寿命更长,也可以使用碳化硅或氧化铝砂轮。
如果使用直径为200mm的砂轮,其转速可以为300-2400mm/s,最佳转速为1800mm/s,砂轮转速为3600rpm。研磨过程中应使用冷却水。
- 精细加工:
为了消除加工表面的痕迹,可以在清洗后,用6毫米厚的粘性薄布蘸取氧化铝或氧化铈抛光粉进行抛光约15分钟,表面光洁度为0.5。
它可以包裹在 0.05-0.10 毫米厚的黄铜条中,并涂上 400 号碳化硅膏。
- 冷却液:
为了获得精确的公差,应添加适量的冷却剂来冷却材料,例如皂化液、煤油或水。(举例来说)
- 工件直径:Ф20mm(圆柱车床切削)
工具材料:YT15
切割条件:V=25.4米/分钟 S=0.085毫米/ R t=3.5毫米
加工200-250mm的镜头需要磨利一次
2.工件直径:Ф5(圆柱车床切削,钻孔Ф2.2,深度25mm)
刀具材质:YT15,钻头材质:W18Cr4V
切割条件:V=7.65m/min,S=0.085mm/R,t=2mm
50毫米的磨刀器需要磨一次。
钻Ф2.2孔,手动进给。
铣削:转速 n=102 转/分钟,速度 S=14 毫米/分钟
粗粒 = 1-3毫米;细粒 = 0.01-0.50毫米
钻孔:转速 n=200-490 转/分钟
工具:普通立铣刀、盘铣刀(单刀)和普通钻头。
对于表面复杂、加工难度大的工件,最好使用专用夹具。使用高速钢刀具进行车削、铣削和钻孔时,不能采用水冷。使用硬质合金刀具时,通常采用水冷或乳化液冷却。
可加工玻璃陶瓷的特性:
主题 | 价值 | 评论 |
密度 | 2.48克/立方厘米 | 阿基米德 |
表观孔隙率 | 0.069% | |
吸水率 | 0 | |
硬度 | 4~5 | 莫氏 |
颜色 | 白色的 | |
热膨胀系数 | 72×10-7/°C | 平均温度 -50°C 至 200°C |
热传导率 | 1.71瓦/米 | 25°C |
使用温度 | 800°C | |
弯曲强度 | >108兆帕 | |
抗压强度 | >508兆帕 | |
冲击性骨折 | >2.56千焦/平方米 | |
弹性模量 | 65GPa | |
介电损耗 | 1~4×10-3 | 室温 |
介电常数 | 6~7 | “ |
冲击强度 | >40KV/mm | 样品厚度 1 毫米 |
体积阻力 | 1.08×10¹⁶Ω·cm | 25°C |
1.5×10¹²Ω·cm | 200°C | |
1.1×10⁹Ω·cm | 500°C | |
室温下脱气速率 | 8.8×10-9 ml/s·cm2 | 真空烧伤 8 小时 |
氦气渗透率 | 1×10-10毫升/秒 | 经500℃烧结后,冷却至室温 |
5%HC1 | 0.26毫克/平方厘米 | 95°C,24小时 |
5%HF | 83毫克/平方厘米 | “ |
50%碳酸钠 | 0.012 毫克/平方厘米 | “ |
5%氢氧化钠 | 0.85毫克/平方厘米 | “ |